1
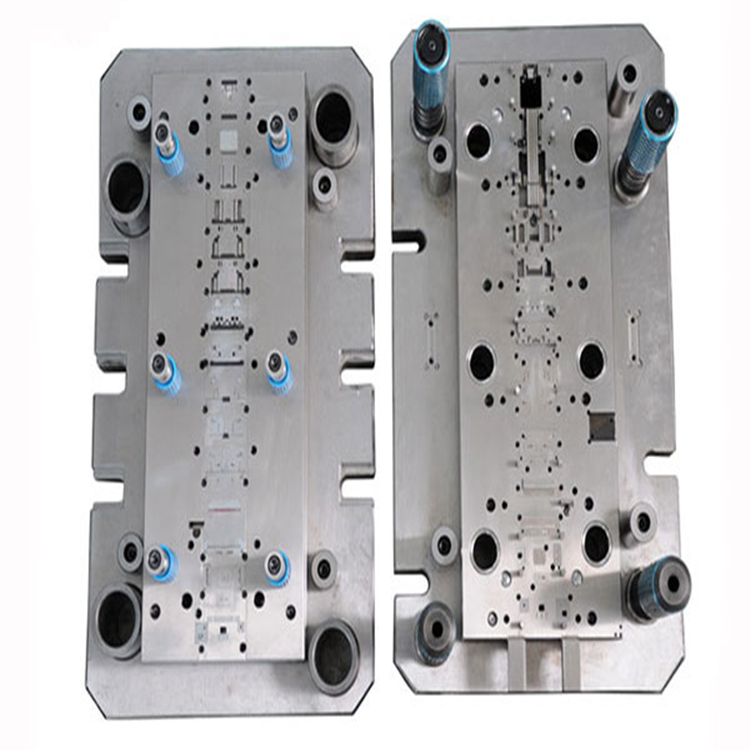
.五金沖壓件模具設計技巧:一般先裁邊,沖導正,打預斷,壓線,打凸點,撕口,,后沖孔落料,壓毛邊,成形,分兩步折彎的,先成形一半,后成形另一半.
2.在
五金沖壓件沖孔落料時,一般先沖小孔,后沖大孔:先沖落成形周邊的廢料,再落其它部位的余料:因為沖小孔若放在后面,那麼它在沖裁時,沖子四周對應料帶上的部位可能有缺口,這樣,沖子在沖壓過程中,將會引起受力不均,本來小孔沖子強度很弱,加之受力不均,極容易折斷,當然這僅是大多數情況,有時根據實際情況需要,小孔沖隻能排在后面,不過辦法還是有的,如果沖子厚度實在太小,可入行補強:A:採用脫板精密導向;B:沖子採用PG加工.
3.確定是否采用裁邊:裁邊一般用在連續模和落料模上,它的作用起粗定位,在試模時便于送料;有的裁邊還兼有沖外形的作用,如果模具先沖定位針孔,接著馬上用引導針導正,一般不用裁邊了;沒有引導針的,要先裁邊,用來定距,一般用在落毛胚的落料模中.
禾聚精密,30年精密沖壓加工經驗,通過TS16949,ISO9001,ISO14000管理體系認證。能經受大公司嚴苛的現場稽核審查,沖壓件可追溯性強,
精密五金沖壓件模具設計評估完整,定期維護保養執行徹底,模具圖檔留存規范,能做到永久性追溯。
本文轉載于禾聚五金沖壓:www.hejujingmi.com