<tfoot id="geme0"></tfoot>
<strike id="geme0"></strike>
<strike id="geme0"></strike>
概述:
1.掌握沖壓工藝設計、沖模設計和沖模制造的方法和步驟;
2.能系統進行中等偏復雜沖壓件的成形工藝、模具結構及模具制造工藝的設計
1、方案一:先落料,后沖孔。采用單工序模生產。
方案二:落料-沖孔復合沖壓。采用復合模生產。
方案三:沖孔-落料級進沖壓。采用級進模生產。
方案一,模具結構簡單,但成本高而生產效率低;
方案二,工件的精度及生產效率都較高,但模具強度較差,制造難度大,且操作不方便;
方案三,生產效率高,操作方便,工件精度也能滿足要求
2、沖壓工序:只有落料、沖孔;
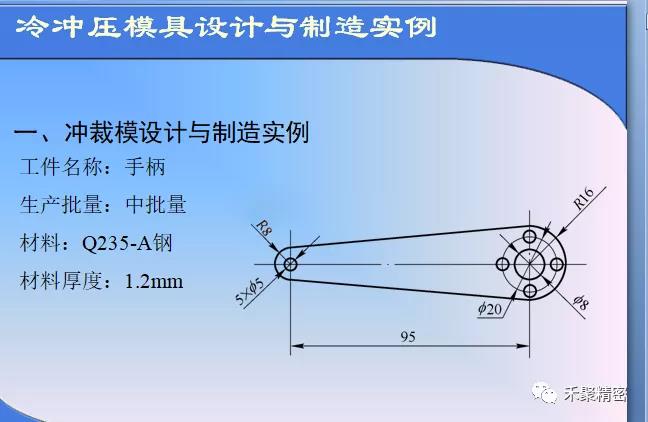
材料:為Q235-A鋼,具有良好的沖壓性能,適合沖裁;
結構:相對簡單,有一個φ8mm的孔和5個φ5mm的孔;孔與孔、孔與邊緣之間的距離也滿足要求,最小壁厚為3.5mm(大端4個φ5mm的孔與φ8mm孔、φ5mm的孔與R16mm外圓之間的壁厚)。
精度:全部為自由公差,可看作IT14級,尺寸精度較低,普通沖裁完全能滿足要求。
3、沖裁模設計與制造實例
4、沖壓模具設計與制造技術是一項技術性和經驗性都很強的工作。包括:沖壓工藝設計、模具設計、模具制造。