<tfoot id="geme0"></tfoot>
<strike id="geme0"></strike>
<strike id="geme0"></strike>
每個行業都需秉持匠心精神,才能在自身行業里,做到當中的佼佼者。今天為大家講解下彎曲沖壓件加工的思路步驟:
1、材料彎曲時,彎曲圓角當超過材料的極限強度時,就會產生裂縫和折斷,應避免過小的彎曲圓角半徑;
2、R角的設定最好不要大于其自身1.5倍材料厚度。因為R角過大彎曲過后其回彈也很大;
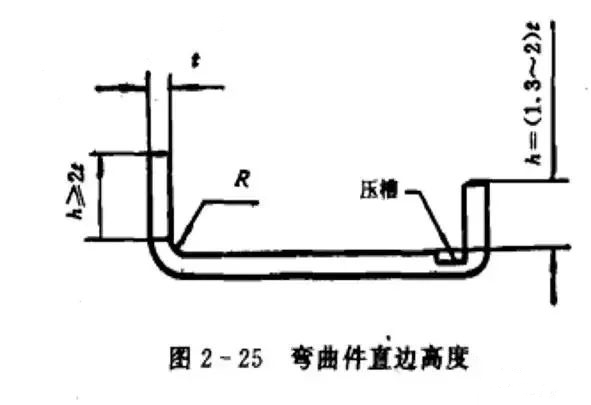
3、彎曲沖壓件加工時,彎曲的高度不要太長,同時H也不可以過小,特別是材料t>2mm的時候H會過小,會使得彎曲困難,很難得到形狀準確的沖壓零件;
彎曲件彎角成90度時,為了便于成形應使彎曲件直邊高度h>2t, 當h=1.3t—2t時,應使R≈0或采用壓凹槽等彎曲方法;
4、彎曲沖壓件的彎曲線應盡量不要設計在寬度突變的地方,以避免撕裂;如果非要設計在寬度突變的地方,可以在寬度突變出預先沖好工藝孔或者工藝槽;
5、對于有孔的彎曲沖壓件,如果孔位于彎曲的附近,彎曲的時候會使孔變形;
6、當彎曲沖壓件由寬、窄兩部分組成時,過渡外距離L≥R;
7、對稱件的彎曲,左右彎曲半徑應該一致,以便保證彎曲過程中的受力平衡,以防止在彎曲過程中產生滑動;
8、在設計彎曲沖壓件的時候,由于彎曲的形狀和整體沖壓件的形狀不規則,所以,就要在沖壓件上設計基準孔或基準邊以及標注公差的一些基準;
9、在設計彎曲沖壓件的時候,要考慮折彎前材料展開的長度(方向)是否有足夠的孔徑(兩片之間距離>t)。